
Для установки турбо наддува на атмосферные двигатели ВАЗ и получения высоких показателей мощности и крутящего момента при высоких давлениях наддува требуется изменить степень сжатия двигателя. Для этих целей мы изменяем объем камеры сгорания в поршне. Проанализировав техническую документацию по поршням двигателей ВАЗ поршень от двигателя ВАЗ 21213 был признан наиболее подходящим для дальнейшей механической обработки.

Компания Сlubturbo предлагает большой ассортимент различных поршней для постройки турбо двигателей с различной степенью сжатия.
Для изготовления турбо поршней мы используем только поршни модели 21213. Поршни для двигателей ВАЗ изготавливаются из алюминиевого сплава. Поэтому очень важно изготовить правильную оснастку, чтобы при проведении механической обработки не повредить деталь. Кроме того, важна точность от детали к детали для получения равного объема камер сгорания, а также для исключения большой разницы в весе среди поршней одного комплекта. Для доработки поршней мы используем только станки с числовым управлением. Геометрия юбки поршня имеет очень сложную форму. Во избежание повреждения юбки поршень зажимается в специальной оправке.
Приоткроем занавес производства и рассмотрим оснастку для изготовления поршня по подробнее.
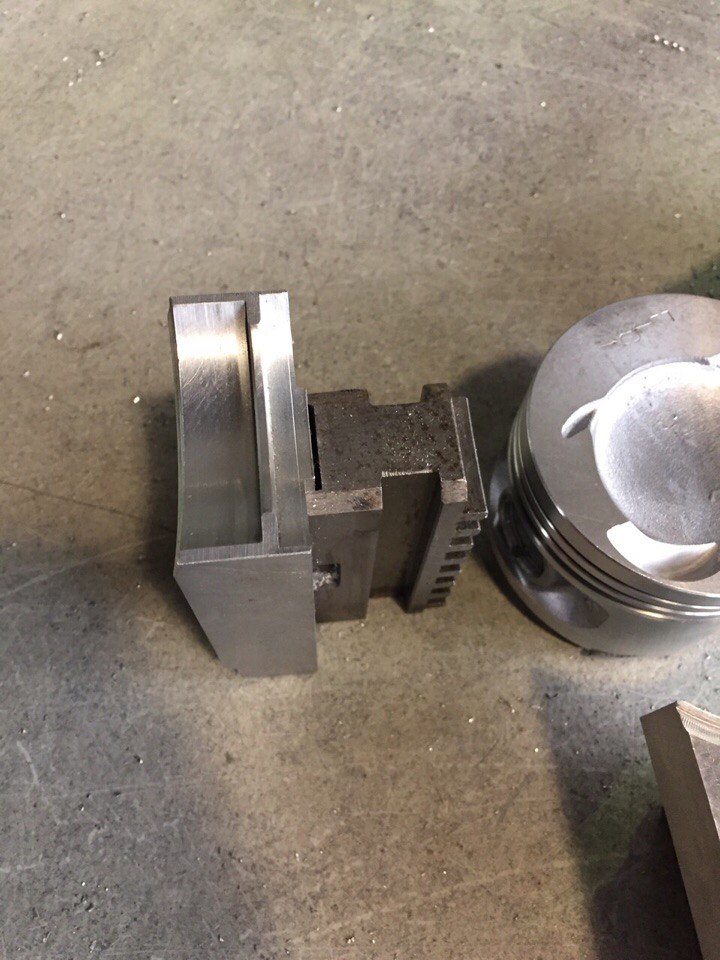
Первая операция — это установка поршня на токарный станок для изменения формы и объема камеры сгорания. Для доработки дна поршня мы изготовили специальную оправку из алюминия, которая зажимает поршень в зоне поршневых колец.

Оправка центрует поршень по канавке для маслосъемного кольца.
Высокая точность размеров камеры сгорания достигается благодаря использованию станка с ЧПУ.
По завершении операции по увеличению объема камеры сгорания поршень устанавливается на другую оправку для нарезки цековок под клапана. Цековки нарезаются под клапана 32/29 мм. Это позволяет использовать поршни в двигателях различного назначения без дополнительных доработок поршня. Поршень устанавливается на технологические отверстия, которые используются при механической обработке поршня после его отливки. Это позволяет получить высокую точность расположения цековок под клапана на днище поршня.


Нарезка цековок производится на координатно — расточном станке с числовым управлением.
После завершения всех операций по механической обработке поршни отправляются на следующий пост, где производится подбор поршневых пальцев и упаковка готовой продукции.

Заказать турбо поршни вы можете в нашем интернет магазине Clubturbo.ru
Перейти в интернет магазин.